Viskas apie bronzos ir žalvario liejimą

Bronza yra vario ir alavo lydinys, kartais pridedant silicio, aliuminio ir švino. Jis gali būti skirtingų spalvų, priklausomai nuo komponentų procento. Yra keletas bronzos tipų:
- alavas;
- aliuminio;
- vadovauti.


Alavo bronza yra plačiausiai naudojama rūšis ir pasižymi mažu sklandumu. Iš jo patogu išlieti specifinių matmenų gaminius. Kadangi jo nereikia toliau apdoroti. Žalvaris yra vario lydinys, kuriame yra cinko. Paprastai mišinys yra 70% vario, 30% cinko. Kartais žalvario sudėtis yra nuo 50 iki 50.


Bronzos pranašumai yra šie.
- Praktiškumas.
- Galimybė praktikuoti dailės liejimą namuose.
- Didelis atsparumas aplinkos veiksniams.
- Beveik nerūdijantis.
- Apdorojimo paprastumas.
- Patvarumas.
- Elektros ir šilumos laidumas.


Žalvaris yra labai atsparus korozijai. Jis naudojamas kaip kitų metalų paviršinis sluoksnis metalinių konstrukcijų gamyboje.
Technologijos istorija
Liejimas žalvaris, kaip ir bronza, atsirado prieš 12 tūkstančių metų. Iš pradžių iš šių medžiagų buvo gaminami įrankiai, dekoracijos, vėliau indai, buities reikmenys. Daiktai iš bronzos ir dirbiniai iš žalvario buvo plačiai naudojami visose gyvenimo srityse. Pirmieji bronzos ir žalvario gamybos būdai atsirado senovėje klasicizmo epochoje. Daugelį to laikmečio meno šedevrų galime apmąstyti iki šių dienų. Šiuo metu šie mažai tirpstantys lydiniai daugiausia naudojami dekoratyviniams dekoracijoms ir meno kūriniams gaminti.

Vario lydiniai su metalų priedais plačiai naudojami gaminant:
- skulptūros ir suvenyrai;
- grotos ir kiti tvorų elementai;
- tvoros ir vartai;
- interjero detalės;
- šviestuvų ir šviestuvų puošyboje.



Laikui bėgant injekcijos metodas buvo patobulintas. O šiuolaikiniame pasaulyje bronzines ir žalvario detales lydyti tapo įmanoma ne tik pramoniniu būdu, bet ir buitinėmis sąlygomis.
Ypatumai
Meninis žalvario liejimas yra beveik tokia pati technologija kaip bronzos liejimas. Čia pateikiamos proceso subtilybės.
- Žalvario lydymosi temperatūra yra gana žema, 880-965 C. Tai leidžia naudoti įvairių tipų orkaites. Net dujiniam degikliui pakanka pasirinkti karščiui atsparų indą. Bet kartais temperatūra pakyla iki 1070 C dėl priedų (daugiakomponečiui žalvariui). Bronzos lydymosi temperatūra yra aukštesnė. Lydinys turi vario su alavu 900-950 C, o bronzos be alavo - 950-1100 C. Bronzos lydiniai pasižymi dideliu kietumu, todėl, siekiant pagerinti jų kokybę, kaitinami 100 aukščiau. Norint taupyti energiją, geriau naudoti indukcines arba tiglio krosnis.
- Pagrindinis liejimo etapas yra lydalo supylimas į formą. Procedūros trukmė neturi viršyti 2 minučių. Priešingu atveju gaminys bus sugedęs. Atsiras įtrūkimai, nudegimai ir siūlės. Daiktas bus visiškai sugadintas ir netinkamas naudoti. Arba reikės papildomo apdorojimo.
- Žalvariui turi būti vienodas laipsniškas aušinimas, nenaudojant specialių sprendimų. Aušinant bronzą, naudojami aušinimo skysčiai.
- Paskutinis etapas yra gatavos dalies apdorojimas.... Būtina pašalinti įlankas, sruogas, stovus. Kad kompozicija nepasikeistų, į lydinį pridedami srautai. Jų dėka galima apsaugoti lydalo paviršių ir degazuoti jo sudėtį. Tai sumažina galutinio produkto atliekų kiekį.




Reikalinga įranga
Čia pateikiamas pagrindinės įrangos, skirtos figūroms iš šių medžiagų gaminti, sąrašas.
- Liejimo forma. Pagaminta iš įvairių medžiagų.
- Žnyplėsišimkite gatavą dalį iš formos.
- Tiglis už jame esantį užtaisą. Jo kūrimo medžiaga – grafitas ir molis.
- Šildymo įranga, orkaitės... Žalvariui lydyti galima naudoti dujinį degiklį ir karščiui atsparų indą.
- Įvairios pagalbinės medžiagos: anglis, kalvė

Būtina naudoti griežtą technologijų seką. Pirmiausia uždėkite tiglį ant krosnies, tada įdėkite į jį metalinius gabalus. Kai visiškai ištirpsta, mišinys keičia spalvą. Tada naudojant specialią įrangą - nėrimu iš krosnies išimamas tiglis ir lydalas atsargiai supilamas į liejimo formą. Visiškai atvėsus, dalis žnyplėmis pašalinama ir galutinai apdorojama.

Liejimo modelių apžvalga
Prieš pradėdami lieti gatavą gaminį, pirmiausia turite sukurti būsimos formos eskizą. Piešimą atlieka specialūs meistrai. Tada palei jį bus sukurta liejimo forma, į kurią pilamas pagrindinis lydalas. Liejimo formos sukūrimas yra gana sunkus ir atsakingas darbas. Tam naudojamos specialios liejimo kompozicijos, įrankiai ir prietaisai. Pagamintas modelis vaidina pagrindinį vaidmenį visame technologiniame procese. Jo vidinė ertmė turėtų būti tiksli gatavo gaminio kopija, naudojant prarastas vaško formas. Į jį pilamas išlydytas tirpalas, kuris vėliau, būdamas viduje, atvėsta ir įgauna galutinę formą.

Suteikti stabilumą, kad lydalo atoslūgis į formą nesubyrėtų, naudoti kolbas. Tai specialus įrenginys iš dviejų stačiakampių jungiamųjų dalių, panašus į dėžutę. Paprastai pagamintas iš medžio arba faneros. Metalinėse kolbose vyksta ne tik liejimo formos kūrimas, bet ir pats liejimas. Žalvario ir bronzos gamybos modeliai yra daugkartinio naudojimo ir vienkartiniai. Tai priklauso nuo to, iš ko jie pagaminti.


Medžiaga (redaguoti)
Dramblio kaulas, mediena, gipsas ir polimerai. Plienas taip pat naudojamas daugkartinio naudojimo formoms gaminti. Liejimo modeliui sukurti naudojama rečiausiai naudojama plastikinė medžiaga.Namuose lydalas dažniausiai liejamas į neatskiriamą gipso formą. Kai lydinys atvėsęs ir sukietėjęs, specialiu plaktuku forma švelniai sulaužoma į galutinę formą.

Konstrukcijos
Struktūriškai formos gali būti trijų tipų.
- Nuimamas. Tai konstrukcija, susidedanti iš dviejų ar daugiau dalių, sujungtų tiesiu arba sudėtingu paviršiumi. Atsijungia, kad gautų gatavą produktą. Dažniausiai naudojamas gamyboje daugkartiniam naudojimui.
- Vientisas... Norėdami išgauti gatavą dalį, ji sulaužoma plaktuku. Tinka vienkartiniam naudojimui. Jis pagamintas konkrečiam gaminiui pagal eskizus. Jis dažnai naudojamas namų gamyboje. Tokioms formoms kurti tinkamiausias tinkas.

- Specialusis... Tai sudėtingas formos arba skeleto šablonas. Skiriasi dideliu komponentu. Sukurta išlydyti sudėtingas formas.
Pagrindinės liejimo subtilybės
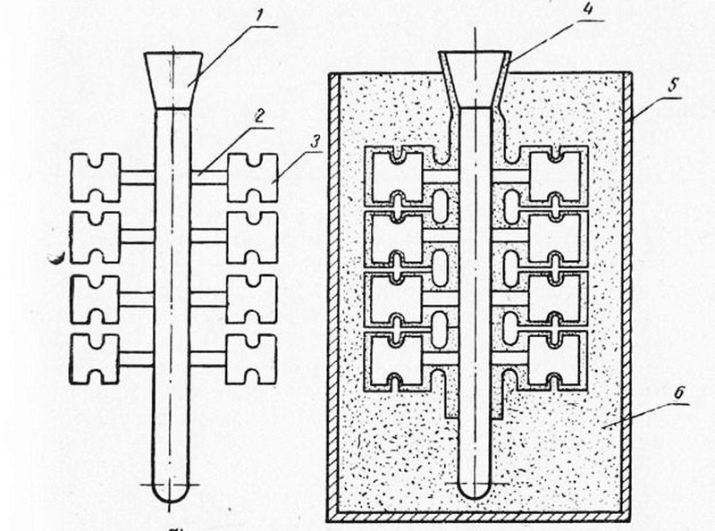
Išcentrinis liejimas
Šis liejimo būdas naudojamas mechaninės inžinerijos ir kitų pramonės sektorių detalėms ir įrangai gaminti. Technologija pagrįsta išcentrine jėga. Tai atsiranda dėl liejimo modelio sukimosi. Šio tipo liejiniai daugiausia naudojami revoliucinių kūnų gamybai. Formavimas gali būti atliekamas vertikaliomis ir horizontaliomis liejimo staklėmis. Mašinose su horizontalia sukimosi ašimi jie gamina:
- įdėklai;
- įvorės;
- žiedai.

Mašinose su vertikalia sukimosi ašimi atliekami šie veiksmai:
- sraigtai;
- Sliekiniai ratai;
- krumpliaračiais.


Liejimo metu smėlis sutankinamas ir pašalinami elementai išstumiami.
Meno liejimas
Namuose naudokite šį bronzos gaminimo būdą. Tačiau šis vario lydinys pasižymi dideliu sklandumu, todėl, priešingai nei žalvario lydinys, jis visiškai neužpildo formos. Dėl šios priežasties numatytas raštas dalies paviršiuje yra neryškus. Siekiant aiškumo, naudojamas kaldinimas. Tai gana sunkus ir daug laiko reikalaujantis procesas. Bet kartu ir kūrybingiausias meninio liejimo momentas. Galutinio gaminio kokybė priklauso nuo atlikto įspaudimo lygio.

Meno liejimo etapai:
- eskizo ir darbinio brėžinio kūrimas;
- liejimo formos kūrimo konstrukcijos gamyba;
- liejyklos modelio gamyba;
- modelio paruošimas;
- išlydyti krūvį;
- liejimo masės supylimas į liejimo modelį;
- aušinimas;
- ištraukimas iš modelio;
- gatavą gaminį apdorojant šlifavimo mašina, kartais naudojamas metalinis šepetys.






Pagaminti atskiri komponentai sujungiami į vieną gaminį, jei pagal galutinį projektą jis turėtų būti vienas, bet susidedantis iš kelių dalių. Tada gauta gatava figūra apdorojama, kad būtų pašalinti nedideli trūkumai, ir padengiama viršutiniu apsauginiu sluoksniu.
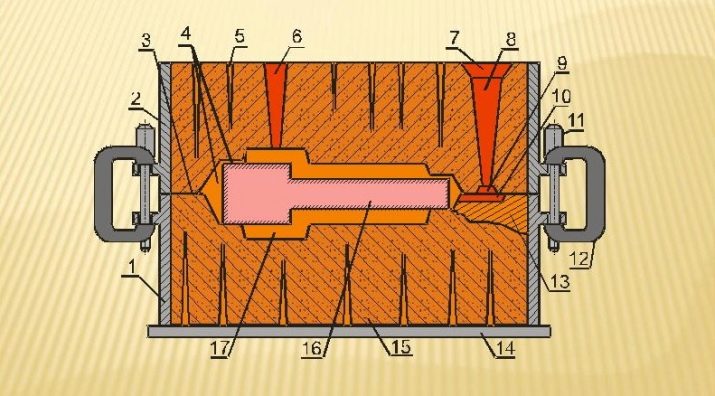
Įpurškimo formavimas
Šis liejimo būdas pagrįstas perteklinio, vakuuminio slėgio poveikiu. Naudojamas preso principas, lydalas paduodamas į įpurškimo formą su pertekliniu slėgiu. Pneumatinė arba hidraulinė sistema veikia stūmoklį. Dėl didelio greičio, kuriuo tiekiamas didelio klampumo lydalas, susidaro viršslėgis, forma visiškai užpildoma.
Tada, vakuuminiu siurbimu, formavimo masė patenka į formos ertmę. Jis turi plonas sienas, apsuptas šalto vandens. Aušinimas juda iš kraštų į centrą. Lydulys įsiurbiamas per tam tikrą laiką. Tada slėgis normalizuojamas, o perteklinės liejimo masės likučiai nuteka sienomis.

Dėl susitraukimo po aušinimo gaminį galima lengvai išimti iš formos. Dėl automatizavimo liejimo forma užpildoma per sekundės dalį, o tai žymiai sumažina detalių gamybos laiką ir yra neabejotinas šio liejimo būdo privalumas. Nepriklausomai nuo naudojamo liejimo metodo, gaminant gaminius iš bronzos ir žalvario reikia laikytis saugos priemonių.
- Dirbant reikia naudoti apsauginiai akiniaikad apsaugotumėte akis nuo išlydytų medžiagų lašelių ir garų.
- Prieš pradėdami veiklą, turėtumėte užsimauti pirštines pagamintas iš specialios karščiui atsparios medžiagos.
- Patalpa turi būti gerai vėdinama ir vėdinama, nes tirpstant šiems lydiniams išsiskiria žmogui kenksmingos dujos.
- Nereikėtų leisti degių medžiagų ir skysčių sąlytis su šildymo prietaisais.
- Būtinas griežtai laikykitės proceso technologijos. Kadangi ši produkcija yra gana traumuojanti.


Daugiau informacijos apie tai, kaip gaminamos bronzinės skulptūros, rasite kitame vaizdo įraše.








